全国服务热线
0769-85333197全国服务热线
0769-853331972022-07-08 14:59:09 责任编辑: 富宝科技 0
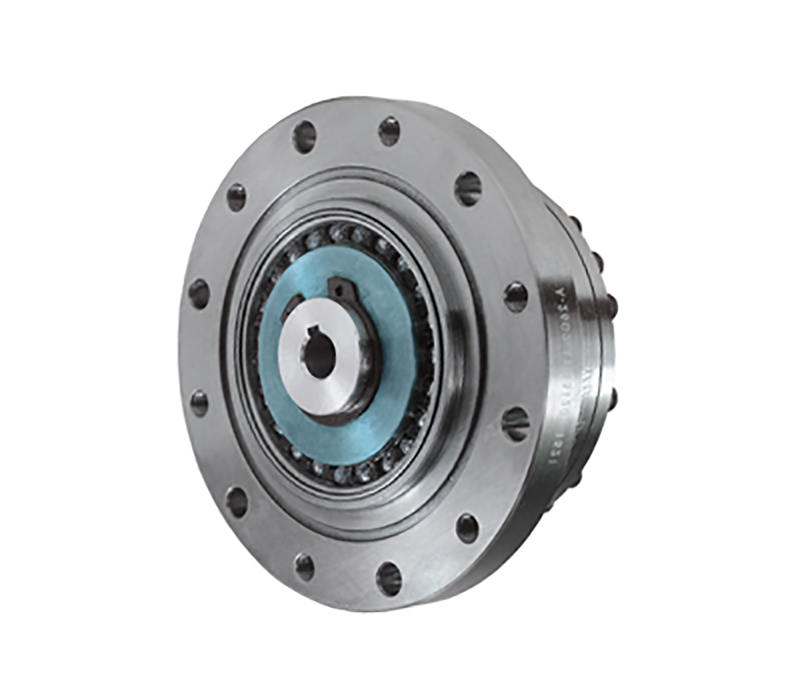
谐波减速器要是解决的技术问题是为了克服现有技术中谐波减速器制造工艺复杂,生产成本较高的缺陷,提供一种谐波减速器总成装配方法,通过下述技术方案来解决上述技术问题。
谐波减速器总成装配方法步骤:
1、选配零件;
2、选取波发生器、柔性轴承、深沟球轴承以及柔轮,并将波发生器、柔性轴承、深沟球轴承以及柔轮组装在一起,形成第一组合件;选取输入端盘、骨架油封、密封圈,并将输入端盘、骨架油封、密封圈组装在一起,形成第二组合件;选取输出端盘、骨架油封、密封圈、刚轮,并将输出端盘、骨架油封、密封圈、刚轮组装在一起,形成第三组合件;
3、组装第一组合件、第二组合件、交叉滚子轴承以及第三组合件。
(1).先组装第一组合件和第二组合件,并将第一组合件与第二组合件的整体总成与交叉滚子轴承以及第三组合件进行安装。
(2).在第一组合件和第二组合件之间加入润滑硅脂后组装第一组合件和第二组合件。
(3).组装第一组合件时,包括将波发生器与柔性轴承组装;将波发生器与深沟球轴承组装;将柔轮与柔性轴承组装。
(4).组装第二组合件时,包括将密封圈与输入端盘组装;将骨架油封与输入端盘组装。
(5).组装骨架油封与输入端盘时,包括将骨架油封压装到输入端盘的内孔处相应位置。
(6).组装第三组合件时,包括将刚轮与输出端盘组装;将骨架油封与输出端盘组装。
(7).组装刚轮与输出端盘时,包括将密封圈安装到输出端盘的相应槽位,对准输出端盘与刚轮的配合孔,使输出端盘与刚轮配合面贴紧,用螺钉连接输出端盘与刚轮的配合孔。
(8).将密封圈安装到刚轮的槽位,对准刚轮与交叉滚子轴承相应配合孔位,使二者配合面贴紧。
(9).组装骨架油封与输出端盘时,包括将骨架油封压装到输出端盘的内孔处相应位置。
(10).组装柔性轴承和柔轮时,先使柔性轴承和柔轮变形至接近理想变形形状,然后在保证同轴度的情况下进行装配。
(11).组装柔轮与输入端盘时,包括将密封圈安装到输入端盘的相应槽位,对准输入端盘与柔轮的配合孔,使输入端盘与柔轮配合面贴紧,再与交叉滚子轴承组装。
(12).组装柔轮与交叉滚子轴承时,包括将密封圈安装到交叉滚子轴承的相应槽位,对准交叉滚子轴承与柔轮的配合孔,使交叉滚子轴承与柔轮配合面贴紧,用螺钉连接交叉滚子轴承与柔轮的配合孔。
(13).组装第一组合件和第二组合件时,当柔性轴承宽度的一半进入柔轮后就视为完成;在将第一组合件与第二组合件的整体总成与第三组合件组装时,再使柔性轴承完全进入柔轮。
对零件公差及配合公差进行误差分配,并基于遗传算法对零件进行选配。
谐波减速器总成装配方法,包括以下步骤:按照特定的选配方法选配零件;
将波发生器、柔性轴承、深沟球轴承以及柔轮组装在一起,形成第一组合件;
将输入端盘、骨架油封、密封圈组装在一起,形成第二组合件;将输出端盘、骨架油封、密封圈、刚轮组装在一起,形成第三组合件;
组装第一组合件、第二组合件、交叉滚子轴承以及第三组合件。
总之采用本将装配的产品性能优于国家标准,较普通装配工艺而言,传动精度提高10%—15%,装配总成合格率达到95%以上,生产成本降低约8%,保证了产品的传动性能,对零件尺寸公差及配合公差的误差分配降低了生产成本,改进的装配工序、装配方法相对于普通工序、方法更简单且易操作。







技术微信